Ultrasonic testing (UT) comprises a range of Ultrasonic testing is often performed on steel and other metals and alloys, though it can also be used on concrete, wood, and composites, albeit with less resolution. non-destructive testing (NDT) techniques that send ultrasonic waves through an object or material. Ultrasonic testing is often performed on steel and other metals and alloys, though it can also be used on concrete, wood, and composites, albeit with less resolution. Ultrasonic Testing (UT) uses High-frequency sound waves to conduct examinations and make measurements.
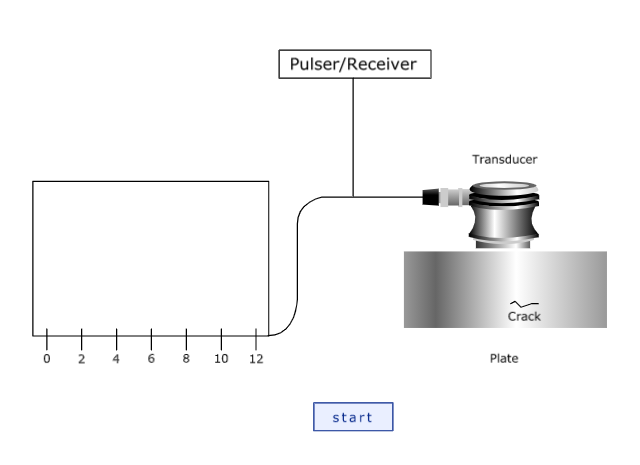
Ultrasonic testing can be performed using two basic methods – pulse-echo and through-transmission. A typical UT inspection system consists of several functional units, such as the pulser/receiver, transducer, and display devices. A pulser/receiver is an electronic device that can produce high voltage electrical pulses. Driven by the pulser, the transducer generates high-frequency ultrasonic energy. Most UT inspection applications use short pulse waves with frequencies ranging from 0.1-15 MHz, although frequencies up to 50 MHz can be used.

With pulse-echo testing, the same transducer emits and receives the sound wave energy. This method uses echo signals at an interface, such as the back of the object or an imperfection, to reflect the waves back to the probe. Through-transmission testing uses an emitter to send the ultrasound waves from one surface and a separate receiver to receive the sound energy that has reached the opposite side of the object. Oil and gas courses in Kerala cover a more detailed part of their syllabus.
Today’s most advanced ultrasonic testing instruments have a slight resemblance to those that came before. The principles are the same but calibration stabilization, measurement precision, imaging, and data sharing have advanced leaps and bounds. NDT Institute in Kerala provides the best training for students who are interested in this field.
Some of the advantages of ultrasonic inspection that are often cited include:
- It is sensitive to both surface and subsurface discontinuities.
- High penetration power, allowing for flaw detection deep within a part
- Only single-sided access is needed when the pulse-echo technique is used.
- High sensitivity, allowing for the detection of very small flaws
- Able to estimate size, shape, orientation, and nature of defects
- Able to estimate alloy structures of components with differing acoustic properties
As with all NDT methods, the ultrasonic inspection also has its limitations, which include:
- The surface must be accessible to transmit ultrasound
- Objects that are rough, irregularly shaped, very small or thin, or not homogeneous are difficult to inspect
- UT may have reduced sensitivity for volumetric flaws, particularly metal inclusions, than radiographic testing
- It normally requires a coupling medium to promote the transfer of sound energy into the test specimen.
How does it Work?
In ultrasonic testing, an ultrasound transducer connected to a diagnostic machine is passed over the object being inspected. The transducer is typically separated from the test object by a couplant (such as oil) or by water, as in immersion testing. This couplant is required to efficiently transmit the sound energy from the transducer into the part, however, This couplant is not required when performing tests with non-contact techniques such as electromagnetic acoustic transducer (EMAT) or by laser excitation.



